I. ESPECIFICACIÓN DE LA TUBERÍA
Probador de corrientes de Foucault solo para costura de soldadura para tubos redondos de acero al carbono.
La costura de soldadura debe seguir recta y mantenerse en la posición de las 12 en punto..
Para pruebas de tuberías redondas con sonda sectorial, cada diámetro exterior de la tubería es una sonda; la cantidad de sondas debe confirmarse antes de realizar el pedido de acuerdo con el diámetro exterior de la tubería.
Para probar tuberías cuadradas o rectangulares con una sonda plana que pueda compartir una sonda, se sugiere comprar dos sondas, una para probar y la otra como respaldo.
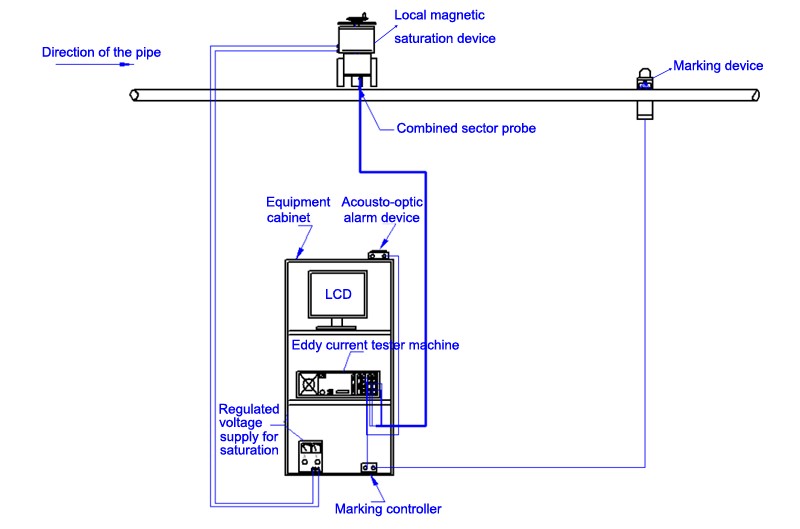
II. SISTEMA ECT
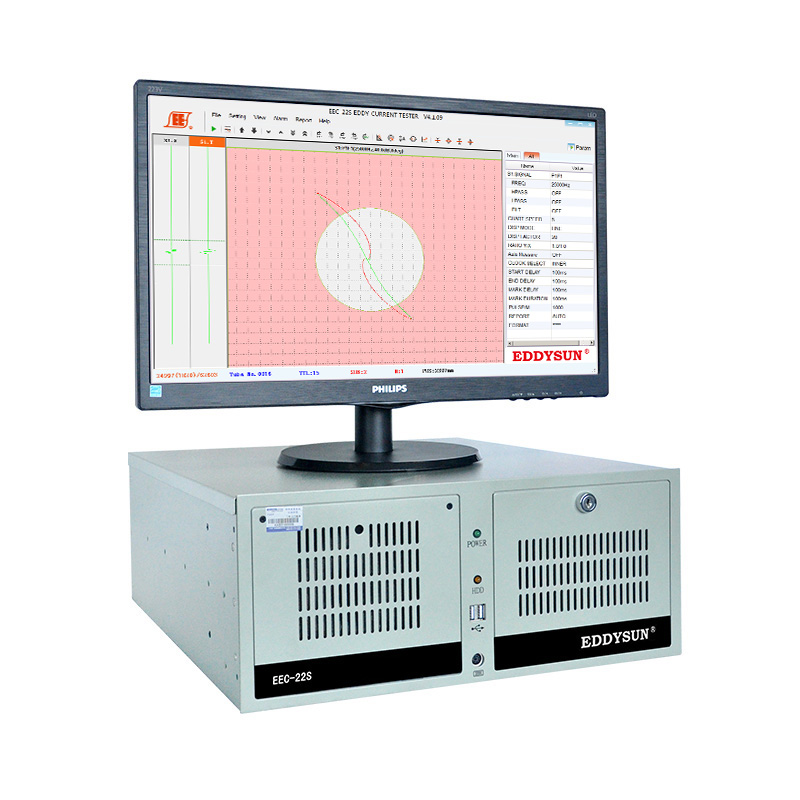
INFORMACIÓN TÉCNICA DEL INSTRUMENTO ECT
Parámetros de ECT | |||
Frecuencia | 2 frecuencias de conducción | Filtro de paso alto | 0-500 Hz |
Canal | 2 canales | Filtro de paso bajo | 10-10000 Hz |
Velocidad máxima | 150 M/min | Filtro digital | 1-100 |
Rango de frecuencia | 64 Hz-5 MHz | Retraso de inicio/fin | 0-32S |
Fase | 0-359° en pasos de 1° | Mark Delay | 0-200S |
Ganar | 0-90 dB en pasos de 0,5 dB | Duración de la marca | 10 ms-32000 ms |
Modo de visualización | varios modos de visualización | Reloj | Interior/Exterior |
Relación de ganancia (Y/X) | 0,1-10 | Fuente de alimentación | CA 220 V/110 V |
Funciones principales | |||
Alarma | El contador de alarma se puede configurar según la gravedad del defecto (es decir, la amplitud del defecto). | ||
Parámetro preestablecido | Las configuraciones de inspección para diferentes aplicaciones se pueden almacenar en archivos y acceder a ellas fácilmente cuando sea necesario. | ||
Informe | El informe se puede almacenar de forma automática o manual. Todos los informes se almacenan en el PC de corrientes de Foucault, que tiene una capacidad de disco total de aproximadamente 500 GB. Con el codificador, se puede localizar la ubicación del defecto con mayor precisión. El informe estadístico en Excel mostrará el número total de alarmas. | ||
Instalación | |||
Instalación | El saturador debe instalarse en una posición alejada de la sierra voladora. Después del enfriamiento del tanque de agua y antes del dimensionamientoSe debe eliminar la rebaba externa del tubo (si la tiene). Se debe reservar espacio para el saturador magnético. El dispositivo de marcado debe instalarse después de todos los rodillos y antes de cortar. Se deberá instalar un codificador para obtener la posición de marcado exacta y calcular la longitud exacta del tubo para el informe. | ||
SATURADOR MAGNÉTICO LOCAL
Tras el procesamiento (es decir, estirado en frío, tratamiento térmico, extrusión rotatoria y unión, etc.), el interior del material ferromagnético presenta una evidente falta de uniformidad magnética. Dado que la señal de ruido causada por esta falta de uniformidad magnética es mayor que la señal de respuesta del defecto, resulta difícil detectar la señal del defecto. Por lo tanto, se requiere un dispositivo de saturación magnética para suprimir la señal de ruido del ferromagnetismo y mejorar la sensibilidad de la prueba y la profundidad de penetración de la EC.

SONDA COMBINADA
La sonda combinada recoge tanto la bobina diferencial como la absoluta. Puede utilizarse como dos sondas (una diferencial y otra absoluta) y detecta diversos tipos de defectos para realizar pruebas eficientes y completas, como defectos longitudinales, transversales, de cambio repentino y de cambio lento.
El manguito guía se utiliza para guiar la tubería de forma estable a través del centro de la sonda y para lograr una buena saturación magnética. Los usuarios también pueden fabricar el manguito guía ellos mismos.


CODIFICADOR CON SOPORTE

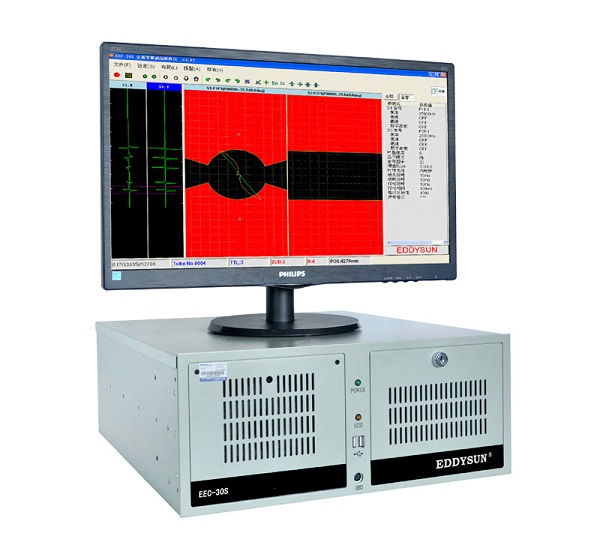
GABINETE DE INSTRUMENTOS

Para inspección de soldadura de tuberías, inspección de tubos en línea/fuera de línea, inspección de barras, inspección de cables, etc. Trabaja con diferentes sondas y accesorios, esta máquina puede realizar diferentes funciones. Por ejemplo, con dispositivo de saturación, se puede utilizar para la inspección de materiales ferromagnéticos; Con sondas de soldadura especiales, se puede utilizar para probar la calidad de la soldadura en línea o manualmente..
APRENDE MÁS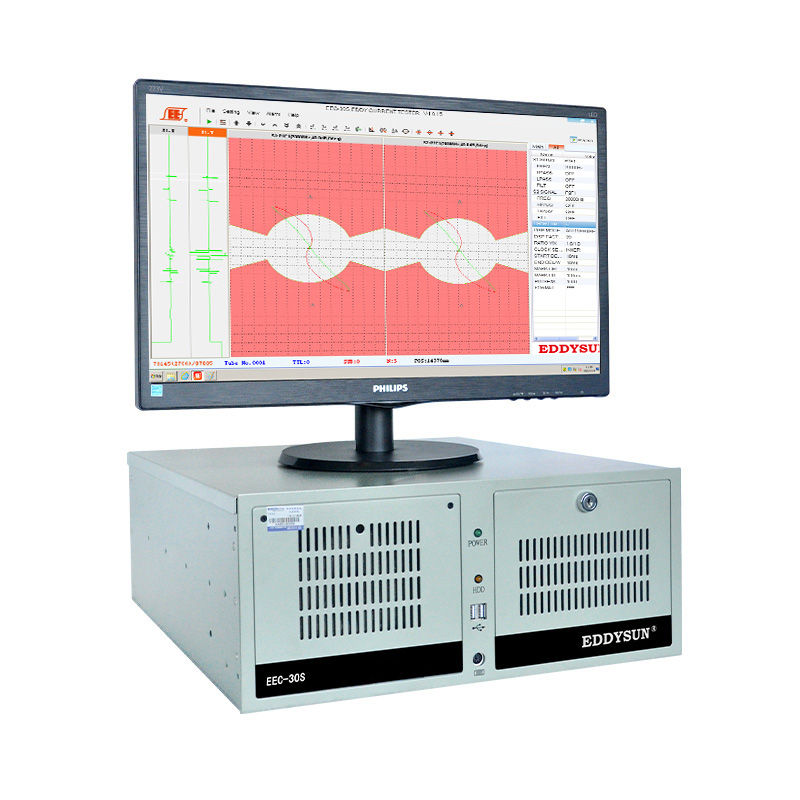
La inspección ECT del molino de tubos EEC-30S se puede utilizar para la inspección de tubos en línea/fuera de línea, inspección de barras y cables. inspección etcétera. Diseñado con 2 canales, este instrumento puede recibir señales diferenciales y absolutas a la vez. Trabaja con diferentes sondas y accesorios, esta máquina puede realizar diferentes funciones. Por ejemplo, con dispositivo de saturación, se puede utilizar para la inspección de materiales ferromagnéticos; Con sondas de soldadura especiales, se puede utilizar para probar la calidad de la soldadura en línea o manualmente.
APRENDE MÁS¡Quiere recibir las últimas actualizaciones! Registrate gratis.