SMART-8003 es un instrumento de inspección END portátil que incluye ECA, inspección por video, posicionamiento satelital, UT de alta sensibilidad/banda ancha y alta resolución, frecuencia de barrido, RF y MIA. Los resultados de diferentes métodos de inspección hacen que los ingenieros sean fáciles de analizar y verificar. Esto ayuda a obtener una evaluación más objetiva y verdadera.
SMART-8003 es un detector todo en uno que incluye ECA, inspección por video, posicionamiento satelital, UT de alta sensibilidad/banda ancha y alta resolución, frecuencia de barrido, RF y MIA. Está diseñado para la inspección de defectos de materiales metálicos y para la clasificación de aleaciones, condiciones de tratamiento térmico y espesores. La inspección UT, combinada con una fuerte emisión, alta penetración y banda estrecha de alta sensibilidad, es especialmente adecuada para la detección de fallas en piezas de trabajo grandes y pesadas, como piezas forjadas, fundidas y compuestas de gran tamaño. La sonda de pulso estrecho, combinada con una emisión débil, alta resolución y banda ancha, permite encontrar pequeños defectos con una sensibilidad muy alta. Los resultados de diferentes métodos de inspección hacen que los ingenieros sean fáciles de analizar y verificar. Esto ayuda a obtener una evaluación más objetiva y verdadera. Los campos de aplicación incluyen aviación, aeroespacial, energía eléctrica, industria nuclear, metalurgia, construcción naval, industria petroquímica, automóvil, etc. Es especialmente adecuado para la detección de defectos en materiales compuestos y piezas estructurales adhesivas.
01 Matriz de corrientes de Foucault
·32-64 canales (opcional) de matriz de corrientes parásitas
·Inspección de soldadura sin límite de dirección.
·Compensación por levantar y sacudir
·Inspección distinta de la profundidad de la grieta
·Modo de alarma especial de amplitud y fase desiguales.
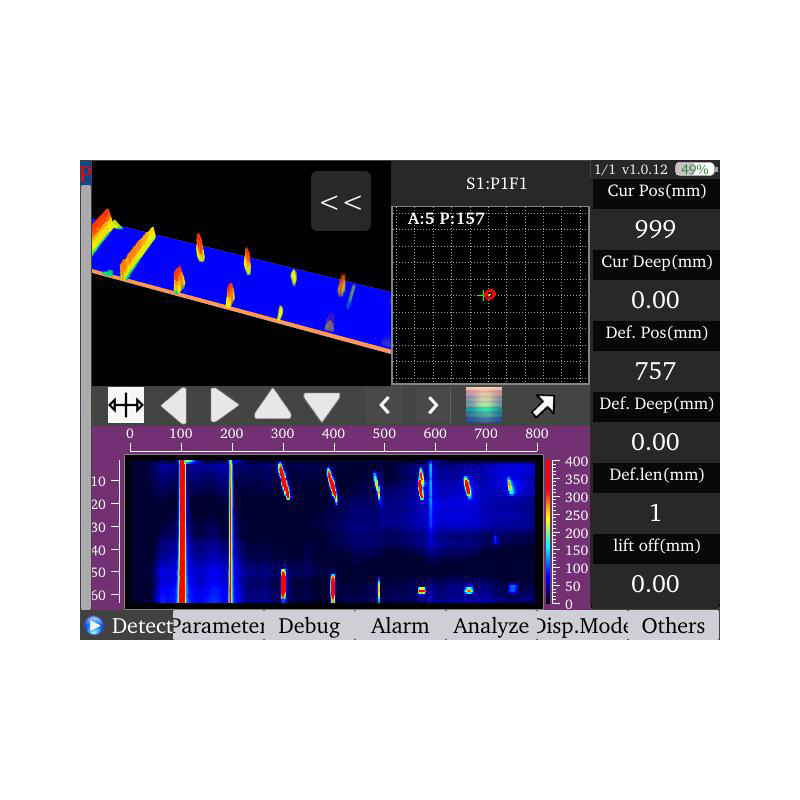
·Varios modos de visualización: visualización de impedancia, visualización de escaneo de base de tiempo, visualización de superposición de base de tiempo, visualización de imágenes 2D/3D de escaneo ECA (B/C)
·Alta definición y sensibilidad.
·Habilitar para preestablecer parámetros de proceso especiales para uso posterior
·Fácil de operar, idioma opcional de chino e inglés.
·Adquisición de datos del escaneo C.
·Permite probar la reducción del espesor de la pared del tubo, la inspección de la superficie, la medición de la profundidad, la medición del espesor del revestimiento y el revestimiento de la superficie metálica, la clasificación del material metálico y la dureza.
·Diseñado con 8 unidades de mezcla para separar y suprimir múltiples señales de interferencia al mismo tiempo
·Varios modos de filtro
·Varias formas de almacenar datos.
·Proporcionar la función de análisis de configuración de inspección multifrecuencia.
·La inspección por video está disponible al mismo tiempo que la prueba de corrientes parásitas.
02 UT, FRECUENCIA DE BARRIDO, RF, PULSO, MIA
·Escaneo UT A: UT se usa ampliamente para la inspección de defectos internos de metales, no metales y compuestos. Los métodos de eco de pulso ultrasónico y pulso directo se utilizan comúnmente para detectar una mala unión, desunión, agujeros y calidad de unión para materiales compuestos gruesos, como placas compuestas unidas con metal multicapa.
·Frecuencia de barrido: la calidad de la unión está determinada por el cambio de amplitud de las señales de retorno detectadas, procesadas y mostradas por el transductor transmisor, que es excitado por la frecuencia de barrido electrónico (no se requiere acoplador, rango de frecuencia de 20K~80KHz, se puede extender a 5MHz).
·RF: la desunión está determinada por la amplitud y el cambio de fase, que se mide mediante excitación en estado estacionario de una onda continua (no se requiere acoplador).
·Pulso: el transductor transmisor se excita mediante un pulso corto y se selecciona la mejor frecuencia para que la pieza de trabajo genere la mayor vibración de flexión. Cuando la sonda escanea el área de unión deficiente, la amplitud de la señal será mayor que la del área buena (no se requiere acoplador).
·MIA: el transductor transmisor hace vibrar la pieza de trabajo que se está probando. La impedancia mecánica que refleja el rendimiento de vibración de la pieza de trabajo reacciona en el chip receptor para constituir la carga del transductor. Cuando hay algún defecto o cambio en la calidad de la unión, el rendimiento de la vibración también cambiará. Al medir estos cambios, se puede encontrar la discontinuidad de la pieza de trabajo bajo prueba (no se requiere acoplador)
03 OTRAS CARACTERÍSTICAS
·Los parámetros y datos de prueba se pueden guardar y los informes se pueden exportar en formato PDF\EXCEL\WORD
·Diseñado con función de posicionamiento por satélite.
·La señal de prueba durante todo el proceso de inspección se puede guardar y reproducir
·Integrado con inspección por video para defectos visibles en la superficie.
·Para minimizar el error personal, SMART-8003 tiene funciones de indicación de menú en tiempo real, interacción hombre-máquina, operación de pantalla táctil y operación de teclado/ratón.
·Batería de litio incorporada para funcionar más de 6 horas
04 ESPECIFICACIÓN TÉCNICA
|
ARTÍCULO |
ESPECIFICACIÓN |
|
Matriz de corrientes de Foucault |
|
|
Número de frecuencia |
4 |
|
Número de canal |
32 / 64 |
|
Visualización de impedancia |
8 |
|
Número de unidad de mezcla |
8 |
|
Rango de frecuencia |
64Hz~5MHz |
|
Ganar |
0~90 dB, en pasos de 0,5 dB |
|
Filtro de paso alto |
0~500Hz |
|
Filtro de paso bajo |
10Hz~10 kHz |
|
filtro digital |
1~100 |
|
Preganar |
10~35dB |
|
Conducir |
8 niveles |
|
Medida de AMP y PHA |
Automático/manual |
|
Modo de visualización en la misma pantalla. |
Impedancia, escaneo de base de tiempo, imágenes B/C, superposición de base de tiempo |
|
Tipo de alarma |
Medio AMP-PHA, AMP-PHA, Rectángulo |
|
Modos de filtro |
Filtro de paso alto/paso bajo/digital |
|
Modo de equilibrio |
balanza electrónica digital |
|
Ultrasónico |
|
|
Rango de frecuencia |
1~5, 0,5~15, 3~16MHz |
|
Ganar |
0~110 dB, en pasos de 0,5/1/2/6 dB |
|
Ganar ajuste |
-2~+2 dB, en pasos de 0,1 dB |
|
Modo de detección |
Onda completa, positiva, negativa y radiofrecuencia (RF) |
|
Rango de detección |
Continuamente sintonizable de 3~99990 mm (onda longitudinal en acero), el rango mínimo de visualización es de 3 mm |
|
cambio de pulso |
-10,0~2000 mm (onda longitudinal enacero) |
|
Retraso de la sonda |
0~199,99us |
|
Velocidad del material |
1000~15000 m/s |
|
Mojadura |
Pulso alto/medio/bajo/estrecho |
|
supresión |
0~90%, supresión lineal |
|
Error lineal vertical |
≤ 3% |
|
Precisión de muestreo |
anuncio de 10 bits |
|
Tasa de muestreo |
800MHz |
|
Margen de sensibilidad de inspección |
≥ 65dB |
|
Resolución de campo remoto |
≥ 30dB |
|
Error lineal horizontal |
≤ 0,5% |
|
curva CAD |
Registre 10 puntos de referencia de eco como máximo, las distancias de las tres líneas DAC son ajustables, los puntos de referencia de eco se pueden modificar |
|
Puerta |
a/b/c tres puertas de alarma independientes, puerta a con función de seguimiento, puerta b/c con función de expansión de eco |
|
Selección del punto de medición |
Seleccione el frente o el pico del primer eco en la puerta |
|
Un eco congelado |
Capaz de congelar una imagen de inspección tipo A. |
|
Evaluación de eco |
Visualización opcional de la trayectoria del haz, distancia horizontal, distancia vertical, amplitud del eco, diferencia en dB |
|
Escanear imágenes |
Escaneo B/Escaneo C |
|
Frecuencia de barrido, pulso, RF, MIA |
|
|
Rango de frecuencia |
Frecuencia de barrido 20k~80kHz Desaparecido 2,5k~10kHz UT convencional 0,5M~16MHz radiofrecuencia 20k~80kHz Pulso 20k~80kHz |
|
Ganar |
TU: 0~110 dB en pasos de 0,5/1/2/6 dB, inspección acústica: 0~90 dB, en pasos de 0,5 dB |
|
Microprocesador |
CPU de doble núcleo de 32 bits basada en A9 |
|
Almacenamiento |
16G |
|
Memoria |
1G |
|
Interfaz |
USB, red, HDMI, WIFI, ratón, funcionamiento con mando de lanzadera |
|
Pantalla de visualización |
Pantalla táctil LCD en color TFT de 6,5 pulgadas de alto brillo con resolución 640*480 |
|
Temperatura de funcionamiento |
-20℃ ~ +55℃ |
|
Requerimientos de energía |
Adaptador DC 19V, batería de litio recargable de 14,8V 6,3AH |

El sistema de inspección de materiales compuestos SMART-6MK le ofrece un detector de materiales compuestos todo en uno que incluye UT, MIA y TAP, de alta sensibilidad y alta resolución con banda ancha. Cuando la alta penetración con fuerte emisión y alta sensibilidad con banda estrecha se dan la mano, proporciona una buena detección para piezas de prueba grandes y pesadas, como grandes piezas forjadas, fundidas y materiales compuestos. Cuando la alta penetración con emisión débil y banda ancha se dan la mano, proporciona una resolución excelentemente alta para microfisuras con transductores de pulso estrecho. El buen rendimiento permite que este instrumento se utilice para la inspección de grietas en materiales compuestos y componentes de estructuras de unión en los campos de la aviación, aeroespacial, autopartes, etc.
APRENDE MÁS
El sistema NDT de inspección de tubos EEC-2004S está diseñado con pruebas de corrientes parásitas (ECT), endoscopio, pruebas de campo remoto (RFT), pruebas de baja frecuencia (LFT), memoria magnética metálica (MMM) y fuga de flujo magnético (MFL). este instrumento. El diseño todo en uno hace que el cuerpo pequeño tenga una función potente.
APRENDE MÁS
SMART-8003 es un instrumento de inspección END portátil que incluye ECA, inspección por video, posicionamiento satelital, UT de alta sensibilidad/banda ancha y alta resolución, frecuencia de barrido, RF y MIA. Los resultados de diferentes métodos de inspección hacen que los ingenieros sean fáciles de analizar y verificar. Esto ayuda a obtener una evaluación más objetiva y verdadera.
APRENDE MÁS
Instrumento END todo en uno con 32-64 canales (opcional) de matriz de corrientes parásitas, RFT multifrecuencia, inspección de soldadura sin límite de dirección, detección de concentración de estrés por MMM, matriz MFL, UT, FRECUENCIA DE BARRIDO, MIA.
APRENDE MÁS¡Quiere recibir las últimas actualizaciones! Registrate gratis.